|
性能特点:方案概述
该方案应用于太阳能集热板的焊接,采用龙门二维平台带动双激光头平移,Z轴气动升降,滚轮定位压紧导向,完成铜(或铝)板与集热管(铜管)的焊接,采用点焊完成。
平板太阳能集热器激光焊接要求:
1、铜管-铝板式、铜管-铜板式等的点焊,点距3mm-5mm高效率激光点焊
2、焊缝无气孔夹杂等缺陷,保证双面成型,无假焊,焊接点精细变形小,正背面焊道光洁、整齐、美观,精度圆滑,坚固。
应用背景太阳能集热板焊接,要求焊接美观牢靠,操作简便,工作效率高。

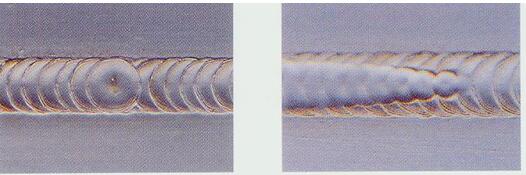
图1 焊接产品示意图


产品规格介绍:铜管:直径φ10,厚度0.5mm~1.0mm
整板:1Mx2M(管长) ,铜板0.25-0.3mm(铝板0.3-0.5mm),
布铜管间距120mm,140mm
焊接内容:沿铜管与铜板的结合面焊接。
注:该方案按照铜板2000x1000x0.2mm、铜管外径φ10厚0.8制作,间距:据客户实际情况布管,要完成其他产品的焊接,需要更换夹具。
1、系统的主体构成:设备包含激光焊接系统、双工位焊接工作台、工装治具、控制部分、焊接系统功能、外部参数及接口等部分,以下做详细描述原理:
调试:在焊接前,操作人员手动将焊接机调到的状态,将Z轴升降下落,调节焊接头角度调节机构与微调手动平台,调节好光斑位置,并且对焦,调节好后锁定微调手动平台及角度旋转机构。
工序A:人手工将铜板放置于铝质上下料焊接夹具板A上,并且靠紧定位块,然后将焊接好的铜管架放置于铜板上,通过扳动肘夹带动定位压紧销将铜管固定好,按动启动按钮,上下料焊接夹具板A和B共用的动力系统将其输送到焊接工位(如上:图5所示),上下料焊接夹具板A带动待焊工件到达焊接位后,龙门二维平台横梁带动激光头移至预设的起始位置,Z轴气动升降动作,压料轮压住前列根铜管,焊接头开始焊接动作,工件静止不动,进行焊接,当前列根铜管焊接完成后,Z轴气动升降升起,焊接头沿X向移至第二根铜管位置,Z轴升降下压,开始焊接第二根,一次焊完所有的铜管,Z轴气动升降升起,上下料焊接夹具板A退出至原始上下料工位,人手工将焊好的集热板搬走,并换上未焊产品,如此循环动作完成产品的焊接。
 工序B:在工序A进行焊接时,人手工将铜板放置于铝质上下料焊接夹具板B上,并且靠紧定位块,然后将焊接好的铜管架放置于铜板上,通过扳动肘夹带动定位压紧销将铜管固定好,等待工序A焊接完成后,上下料焊接夹具板A和B的动力系统自动将其输送到焊接工位,此动作与夹具板A焊接完成后退出至原始上下料工位同时进行(如上:图6所示),上下料焊接夹具板B带动待焊工件到达焊接位后,龙门二维平台横梁带动激光头移至预设的起始位置,Z轴气动升降动作,压料轮压住前列根铜管,焊接头开始焊接动作,工件静止不动,进行焊接,当前列根铜管焊接完成后,Z轴气动升降升起,焊接头沿X向移至第二根铜管位置,Z轴升降下压,开始焊接第二根,一次焊完所有的铜管,Z轴气动升降升起,上下料焊接夹具板A退出至原始上下料工位,人手工将焊好的集热板搬走,并换上未焊产品,如此循环动作完成产品的焊接。
工序B:在工序A进行焊接时,人手工将铜板放置于铝质上下料焊接夹具板B上,并且靠紧定位块,然后将焊接好的铜管架放置于铜板上,通过扳动肘夹带动定位压紧销将铜管固定好,等待工序A焊接完成后,上下料焊接夹具板A和B的动力系统自动将其输送到焊接工位,此动作与夹具板A焊接完成后退出至原始上下料工位同时进行(如上:图6所示),上下料焊接夹具板B带动待焊工件到达焊接位后,龙门二维平台横梁带动激光头移至预设的起始位置,Z轴气动升降动作,压料轮压住前列根铜管,焊接头开始焊接动作,工件静止不动,进行焊接,当前列根铜管焊接完成后,Z轴气动升降升起,焊接头沿X向移至第二根铜管位置,Z轴升降下压,开始焊接第二根,一次焊完所有的铜管,Z轴气动升降升起,上下料焊接夹具板A退出至原始上下料工位,人手工将焊好的集热板搬走,并换上未焊产品,如此循环动作完成产品的焊接。
在焊接过程中,导向压紧轮沿铜管动作,因铜管会出现不可预见的弯曲,此时浮动机构动作,实时保证激光头相对铜管的位置,从而可以实现铜管与铜板的完整焊接。
b、工作节拍:
■ 焊接时间:据工艺要求、产品而定
■ 平台动作时间:据产品及焊接工艺而定
■ 气缸压紧时间:1s总焊接时间:由产品规格及焊接工艺时间而定
2、功能:
(1)参数设定功能 (2)快速焊接功能 (3)参数外部调用功能
(2)气源:0.5Mpa洁净空气,进气口φ8
(3)电源:焊机要求380V三相±5%,50Hz,12KW
维修配件:维修设备所需的零配件以及耗材,详见下表:
|
序号 |
规格名称 |
单价 |
备注 |
|
1 |
氙灯 |
350 元/根 |
消耗品 |
|
2 |
保护镜片 |
80 元/片 |
消耗品 |
|
3 |
纯净水(18 升) |
20 元/桶 |
消耗品 |
|
4 |
光纤维修 |
2000 元/端 |
维修费用 |
主机配置:
|
机器型号 |
FSZ-898-500W-A型 |
|
****激光功率 |
500W |
|
激光工作介质 |
Nd:YAG |
|
激光波长 |
1064nm |
|
单脉冲****激光能量 |
180J |
|
光纤输出数量 |
**** 2路 |
|
负反馈类型 |
任意波形设定能量负反馈控制 |
|
激光脉宽 |
0.1ms----20.0ms 步距0.1ms |
|
单位时间连续脉冲宽度(1 秒) |
100ms/s |
|
焊接深度 |
**** 3mm/不锈钢 |
|
脉冲频率 |
0----100HZ (可根据用户要求设置更高) |
|
整机****功率 |
12kW |
|
瞄准定位 |
半导体红光系统 |
|
电源输入 |
380V / 三相 / 50Hz |
|
主机尺寸 |
610(W)* 1200(D)* 1000(H) |
|
冷却方式 |
选配 5P 冷水机 |
|
冷水机尺寸 |
530(W)* 670(D)* 960(H) |
|
光纤输入输出系统 |
2 套(能量分光) |
|
光纤直径 |
0.6mm |
|
光纤弯曲半径 |
>200mm |
用于3M以平板太阳能整板焊接设备主要配置:
|
序号 |
名 称 |
型号和规格 |
数量 |
原产地和制造商 |
|
一、激光器 |
||||
|
1 |
500W激光器(双灯激励) |
500W |
2套 |
九申带负能量反馈 |
|
2 |
光纤传输 |
¢6MM |
2套 |
日本三菱 |
|
二、机床部分 |
||||
|
1 |
中间机座部件 |
GM009 |
1套 |
激光专用型材 |
|
2 |
丝杆传动部件 |
|
1套 |
上银 |
|
3 |
横梁传动部件 |
|
1套 |
上银 |
|
4 |
光纤支架部件 |
ZJ083 |
1套 |
卓立汉光 |
|
5 |
激光焊接头部件 |
HJT003 |
1套 |
精加工 |
|
6 |
集热器夹具 |
JJ0019 |
1套 |
精加工 |
|
7 |
丝杆、导轨 |
|
1套 |
上银 |
|
三、上下料移动台 |
||||
|
1 |
移动工作台部件 |
GZ00813 |
1套 |
精加工 |
|
2 |
链轮传动部件 |
BST-7315GS |
1套 |
杨州贝斯特 |
|
四、控制系统 |
||||
|
1 |
CCD监视系统 |
10寸液晶监视器 |
2台 |
台湾敏通 |
|
2 |
辅助电器 |
|
1套 |
德力西 |
|
3 |
PLC驱动控制 |
带触摸屏幕 |
1套 |
进口台湾台达 |
|
4 |
交流伺服电机 |
0.75KW .0.35KW |
2套 |
台达 |
|
5 |
控制柜 |
|
1套 |
自主研制 |
|
五、水冷系统 |
||||
|
1 |
5P制冷系统 |
|
1台 |
汉立 |
|
六、气动部分 |
||||
|
1 |
气动元件 |
|
1套 |
亚德客 |
运行成本
1、耗材 激光机耗材为氙灯、去离子水(或纯净水)、过滤器滤芯,具体消耗如下:
a、机器使用长时间后,激光击发次数达到 300 万次以上时需要更换氙灯,
每次 2 支,2×350.00 元=700 元
b、纯净水每次更换周期为一月,每台冷水机每次更换需要 2 桶(18L/桶)
2×20.00 元=40.00 元
c、过滤器滤芯每二个月更换一次,每次更换一个,一台焊接机共计需要 1 个过滤器滤芯。
1×60.00 元=120.00 元
2、耗电
a、激光焊接机耗电约 9×1=9 度/小时 b、冷水机耗电量约 1.4×2=2.8 度/小时 c、工作台耗电量约 2 度/小时 整套系统每小时的耗电量约14度/小时
YAG激光器对比表
500W YAG激光机主要配置
1. 镀金腔体150MM 腔体总长270MM / 40MM中心高
2. YAG晶体棒 ¢8 X 165
3. 激光电源采用JS-C212型灯泵浦脉冲电源 额定功率 12KW/80―500A (双氙灯激励)
4. 氙灯 ¢8X 165X 300MM
5. 光具座 1400MM X 400MM
6. 双面镀膜全反镜片¢20 , T=50% ¢20输出镜片
300W YAG激光机主要配置
1. 镀金腔体140MM 腔体总长 250 / 40MM中心高
2. YAG晶体棒 ¢8 X 165
3. 激光电源采用JS-C200 型灯泵浦脉冲电源 额定功率 12KW/60―400A (双氙灯激励)
4. 氙灯 ¢8X165X280MM
5. 光具座 1200MM X 400MM
6. 双面镀膜全反镜片¢20 , T=50% ¢20输出镜片
综述以上YAG两种不同功率的激光机对比得出:
A. 500W YAG 的镀金腔体长度大于300W YAG的腔体,能更好的吸收晶体发出的热量,光电转化率会更高。
B. 500W YAG的晶体棒长度也大于 300W YAG的晶体长度,激光棒的吸收效率更高、阈值低、重复频率特性高于300W YAG激光机
C. 500W YAG脉冲氙灯的的长度比300W YAG的氙灯长,能更好的转换脉冲电源的高电压激励,同时也能更好的提高整个谐振腔体的光电转换率。
D. 500W YAG的光具座长度高于300W YAG激光器的长度,谐振腔体的长度也会大于300W,谐振腔体的长度越长,光能在谐振腔内振荡的光谱会越长,发散角度会减小。输出的能量会更大更稳定。
1、激光能量实时反馈控制
采用激光能量实时反馈控制,可保证每一点焊接能量一致。

2、具有激光能量渐强渐弱功能
具有激光能量渐强渐弱功能时,可保证在进行缝焊时,在焊缝结束处可避免能量过大导致的焊接不良,从而得到高品质的缝焊焊缝。